 What is OEE in Manufacturing?
What is OEE in Manufacturing?
Overall Equipment Effectiveness (OEE) is a best practices metric that helps manufacturers determine how much of their production time is actually productive. As the name suggests, OEE evaluates how effectively your equipment is running by measuring equipment against three factors: Availability, Performance, and Quality.
Factors of Overall Equipment Effectiveness
Availability
How long was the process actually running relative to the planned production time? Were there any planned and/or unplanned stops?
An availability score of 100% means the machine ran continuously throughout the planned production time without stopping at all.
Performance
How fast is the process relative to your ideal cycle time? Was the process slowed down by any slow cycles or small stops?
A performance score of 100% means the process ran as fast as possible relative to its ideal cycle time.
Quality
Were there any production defects? Did any parts require rework?
A quality score of 100% means there were no defects in any parts produced.
OEE
Each of the individual scores above then roll up into the overall OEE score, which takes into account the losses experienced in each area. An OEE score of 100% means that the machine ran as fast as possible, with no downtime, and no defects.

What is the OEE Formula?
OEE is calculated as: OEE = Availability x Performance x Quality
How Do You Calculate OEE?
Calculating Overall Equipment Effectiveness (OEE) involves three key factors discussed above: Availability, Performance, and Quality. Now, let’s put OEE into practice with the following example:
Availability
Formula: Run Time / Planned Production Time = Availability %
For example, your asset was expected run for 300 minutes, but because of an unexpected maintenance issue, it went offline for an hour for repairs. This resulted in an actual run time of 240 minutes during the planned production period.
The result: 240 minutes / 300 minutes = 80% Availability
Performance
Formula: (Ideal Cycle Time x Total Count) / Run Time = Performance %
For example, your asset is expected to yield a total of 200 units with an ideal cycle time of 1 minute per part. The run time of the shift was 240 minutes, and the machine produced 150 units in that time.
The result: (1 x 200) / 240 = 83.3% Performance
Quality
Formula: Good Count / Total Count = Quality %
In the last section, your machine produced a total of 150 units; however, because of errors in the process, the result was 110 good units with no defects.
The result: 120 / 150 = 80% Quality
OEE takes all of these elements into account, factoring in all losses.
The result: Availability (0.8) x Performance (0.833) x Quality (0.8) = 53.3% OEE
What is a Good OEE Calculation Score?
The OEE calculation example above yields a score of 53.3%. Is that good or bad? And how do you know? The answer depends on both your own facility’s baseline (is this number an improvement or degradation compared to previous scores?) and industry benchmarks (is this number higher or lower relative to industry standards?).
Current OEE Score vs Facility Baseline
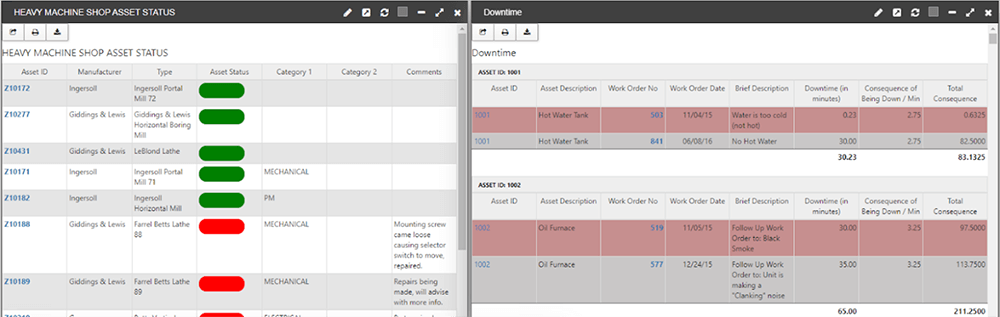
As with any maintenance metric, OEE is a performance indicator that will change over time. With a CMMS software, you can easily track scores over time, pinpoint where and why production losses occur, and identify areas of focus.
Current OEE Score vs Industry Standard
The OEE industry-standard groups scores are as follows:
- 100% – Perfect
- 85% – World Class
- 60% – Typical
- 40% – Low
Thus the above example OEE score of 53.3% is a bit lower than typical, leaving potential opportunities for improvement in all three OEE factors.
Six Big Losses Impacting OEE
Once you have established a baseline of what your OEE is and how it measures up to industry standards, it’s necessary to take a look at where losses are coming from – and the biggest losses fall into six main categories. Let’s take a closer look at these:
- Breakdown Losses: These occur when operations stop or machines go idle due to failures and malfunctions, such as structural damage to the equipment or the facility.
How to Minimize This:
– Forecast possible shutdown scenarios and implement preventive measures.
– Create a comprehensive preventive maintenance plan. - Setup and Adjustment Losses: These take place during planned downtimes for installing new equipment, upgrading existing equipment, or performing changeovers, like shutting down a production line to introduce new equipment.
How to Minimize This:
– Plan production batches to use equipment more efficiently.
– Use Single-Minute Exchange of Die (SMED) to minimize planned stoppages. - Idling and Minor Stoppages: They result from minor issues that cause brief pauses, such as recalibrating a machine during routine maintenance.
How to Minimize This:
– Implement standardized processes.
– Have workers fix simple issues in real time to avoid major breakdowns.
- Startup Losses: Typically these occur during a machine’s “warm up” period or when equipment is going through a “learning” stage, until it consistently produces quality parts.
How to Minimize This:
– Anticipate startup losses to minimize their impact on production lines.
– Train the maintenance team to become proficient with new equipment. - Reduced Speed Losses: These are caused by equipment faltering due to age, worn-out components, poor maintenance, or misuse, preventing the equipment from reaching maximum speed.
How to Minimize This:
– Train machine operators on proper maintenance and repair techniques.
– Replace worn and damaged equipment promptly. - Quality Defects: They result from malfunctioning tooling or equipment, excessive wear and tear, or poor maintenance, leading to defective products.
How to Minimize This:
– Replace old equipment in a timely manner.
– Train workers to follow standard operating procedures and spot problems quickly.
By addressing these Six Big Losses, organizations can significantly improve their OEE, leading to more efficient and reliable manufacturing operations.
Challenges with improving your OEE
Now, losses incurred towards your OEE are rectifiable – but they come with certain challenges, which can be categorized as follows:
1) Data Collection Challenges
- Data Availability and Accessibility: Accessing real-time production data from equipment or integrating data from different sources can be challenging. Legacy equipment might lack the necessary sensors or connectivity to provide real-time data. Also, disparate data sources and systems might require integration efforts to consolidate information for OEE analysis.
- Data Collection and Accuracy: Accurate and timely data collection is crucial for calculating OEE. However, organizations might face challenges in collecting data consistently and reliably. Issues such as manual data entry, reliance on operator input or inadequate data tracking systems can lead to data inaccuracies or incomplete information, affecting the reliability of OEE measurements.
2) Expertise Challenges
- Understanding OEE Metrics: Interpreting OEE metrics and understanding their implications can be challenging for organizations. Without proper training and knowledge, it can be difficult to identify the underlying causes of low OEE, prioritize improvement efforts and implement effective solutions. Education and training on OEE metrics and their interpretation are essential for successful implementation.
- Equipment Complexity and Variability: Modern production equipment can be complex and highly variable, with different modes, setups or configurations. Managing OEE for such equipment can be challenging, as different operating conditions might result in different OEE values. Accounting for equipment variability and developing standardized OEE metrics that can capture various equipment configurations can be a complex task.
3) Policy Challenges
- Organizational Alignment and Culture: Implementing OEE improvements requires organizational alignment and a culture that supports continuous improvement. Resistance to change, lack of buy-in from employees or a culture that prioritizes short-term productivity over long-term efficiency can hinder OEE initiatives. Overcoming these challenges requires effective communication, employee engagement and a focus on promoting a culture of continuous improvement.
- Identifying and Addressing Root Causes: Determining the root causes of low OEE can be challenging, as multiple factors might contribute to inefficiencies. It requires a systematic approach, data analysis and collaboration among various stakeholders, including operators, maintenance personnel and process engineers. Identifying the underlying issues accurately is crucial for implementing effective corrective actions.
4) Sustainability Challenges
- Balancing Tradeoffs: Improving one aspect of OEE (availability, performance or quality) can sometimes lead to tradeoffs in other areas. For example, increasing production speed (performance) might result in higher defect rates (quality). Organizations need to carefully balance these tradeoffs and consider the overall impact on OEE and customer satisfaction.
- Sustaining OEE Improvements: Achieving initial improvements in OEE is a significant accomplishment, but sustaining those gains can be challenging. Without a focus on continuous monitoring, performance management and ongoing improvement efforts, OEE can decline over time. Sustaining improvements requires a commitment to ongoing measurement and analysis.
By recognizing and addressing these challenges proactively organizations can overcome obstacles and achieve successful OEE implementation, leading to sustained improvements.
Improving OEE With a Computerized Maintenance Management System (CMMS)
One of the best ways to track maintenance KPIs such as OEE is by using Computerized Maintenance Management System (CMMS) software. With a CMMS, you can easily establish baselines, measure performance, and identify opportunities for improvement. Using a CMMS such as eMaint can be the difference between your organization exceeding or falling short of its maintenance KPIs.
Contact us to learn more about how eMaint can help you improve your maintenance KPIs.