
What is PFMEA? PFMEA Meaning
Process failure mode and effects analysis (PFMEA) ensures reliability in production by identifying and addressing potential failures throughout the process.
While a failure mode and effects analysis (FMEA) identifies equipment failures and potential breakdowns, a PFMEA looks at the manufacturing process as a whole. Portions of the process examined could include purchasing raw materials, storage, manufacturing, assembly, packaging, and shipping.
PFMEA is a systematic approach used to identify and evaluate potential failures in a manufacturing or business process. The goal of PFMEA is to improve processes by identifying failure modes, assessing their impact, and implementing corrective actions to mitigate risks. By examining each step in a process, PFMEA helps organizations enhance reliability, improve quality, and prevent defects before they occur.
PFMEA is an essential tool in industries where process reliability and product quality are critical. It involves a detailed analysis of process steps to uncover potential points of failure and assess their effects on the overall process. This analysis includes:
- Identifying Failure Modes: Determine how a process can fail at each step.
- Assessing Effects: Evaluate the consequences of each failure on the process and the final product.
- Prioritizing Risks: Assign a Risk Priority Number (RPN) based on the severity, occurrence, and detection of each failure mode.
- Implementing Actions: Develop and implement strategies to reduce or eliminate high-risk failure modes.
The PFMEA process is collaborative, involving cross-functional teams that bring diverse perspectives to identify potential issues comprehensively. This collaboration ensures that all possible failure modes are considered and addressed effectively.
How Does PFMEA Work?
PFMEA works by looking at each process and determining how it could go wrong. Those working on the PFMEA will name all the effects that could occur if that failure happens. For each process, the failures are ranked on:
- Severity – The impact of the failure, with one being least impactful and 10 being most impactful
- Occurrence – The likelihood of the failure happening, with one being very unlikely and 10 being highly likely or certain
- Detection – The chance that the failure will be detected, with one being easily detected and 10 being extremely difficult to detect
Usually, the PFMEA is completed in a spreadsheet. Then the three numbers are multiplied together to give a risk priority number (RPN):
RPN = Severity x Occurrence x Detection
Once the potential failures have been discovered and their severity ranked, the process of mitigating the failures can begin. Often, it makes the most sense to try to avoid or reduce the risks for the higher RPN numbers first. In a PFMEA for manufacturing companies, the effects can include anything from inability to manufacture, slowed manufacturing, being unable to meet production goals, end-user dissatisfaction, and everything in between.
PFMEA follows a structured methodology to systematically identify and address potential failures in a process. Here’s how it works:
- Process Mapping:
- Start by mapping out the entire process, breaking it down into individual steps or operations. This provides a clear understanding of the process flow and highlights critical points where failures could occur.
- Identifying Failure Modes:
- For each process step, identify potential failure modes—ways in which the process could fail to meet specifications or performance criteria.
- Example: In a painting process, a failure mode could be improper paint adhesion due to surface contamination.
- Assessing Effects of Failures:
- Determine the potential effects of each failure mode on the process and the end product. Consider the impact on quality, safety, performance, and customer satisfaction.
- Example: Poor paint adhesion could lead to product rejection, increased rework costs, and customer dissatisfaction.
- Assigning Severity, Occurrence, and Detection Ratings:
- Rate each failure mode based on its severity (impact of the failure), occurrence (likelihood of the failure happening), and detection (likelihood of detecting the failure before it reaches the customer).
- Example: A failure mode with high severity, high occurrence, and low detection would be prioritized for corrective actions.
- Calculating Risk Priority Number (RPN):
- Calculate the RPN by multiplying the severity, occurrence, and detection ratings. This numerical value helps prioritize which failure modes need the most attention.
- Example: If a failure mode has a severity rating of 8, occurrence rating of 6, and detection rating of 3, the RPN would be 144 (8 x 6 x 3).
- Developing and Implementing Corrective Actions:
- Identify actions to mitigate high-risk failure modes. These actions could involve process redesign, additional controls, or enhanced testing procedures.
- Example: To address poor paint adhesion, actions might include improving surface cleaning procedures or implementing a more robust quality inspection process.
- Reviewing and Monitoring:
- Continuously review the PFMEA results and monitor the effectiveness of the implemented actions. Update the PFMEA as needed to reflect changes in the process or new failure modes.
- Benefit: Ensures that the PFMEA remains relevant and effective in preventing failures over time.
By following these steps, organizations can systematically identify and mitigate risks in their processes, enhancing overall reliability and quality.
PFMEA vs. FMEA
While PFMEA is a specific type of Failure Mode and Effects Analysis (FMEA), it’s important to understand the differences and similarities between PFMEA and FMEA.
FMEA: FMEA is a broad methodology used to identify potential failure modes in both product designs and processes. It encompasses various types, including Design FMEA (DFMEA) and Process FMEA (PFMEA).
- Application: Applied to both product development and manufacturing processes to improve reliability and quality.
- Focus: Can be used for analyzing product designs (DFMEA) and processes (PFMEA).
PFMEA: PFMEA specifically focuses on identifying and addressing potential failures in manufacturing or business processes. It aims to improve process reliability and efficiency.
- Application: Primarily used in manufacturing and production environments to ensure that processes are robust and free from defects.
- Focus: Concentrates on process steps and operations, identifying failure modes that could impact the process flow and product quality.
Key Differences:
- Scope: DFMEA focuses on the design of products and their components, while PFMEA is concerned with the processes used to manufacture products.
- Objective: DFMEA aims to improve product design and reliability, whereas PFMEA aims to optimize process reliability and efficiency.
- Application Stage: DFMEA is typically conducted during the product design and development phase, while PFMEA is applied during process development and manufacturing.
Both DFMEA and PFMEA are integral to an organization’s quality management system, working together to ensure that both product designs and manufacturing processes are robust, reliable, and meet customer expectations.
When To Use PFMEA
A PFMEA can be time-consuming. Because of its in-depth nature, it can require a significant number of working hours and involve pulling team members from many departments to complete.
Conducting a PFMEA for every process throughout the company doesn’t usually need to be performed regularly, but in some instances, performing a PFMEA can significantly reduce risks and improve processes. Such as:
- When there’s a failure. A PFMEA should be completed when there’s a failure, especially when the failure was impactful and your company wishes to avoid similar failures in the future.
- When there’s a change in equipment. For example, a PFMEA is needed if multiple machines on the production line have been replaced with newer models. In this case, your team may need to adjust maintenance schedules, spare parts inventory, and production time expectations in order to successfully resume operations with the new equipment.
- When there are process changes. A PFMEA should also be completed when there are new processes or significant changes in current processes.
- After quality issues: If a process has experienced quality issues, PFMEA can be used to analyze the root causes and implement corrective actions to prevent recurrence.
- Compliance requirements: In industries with stringent regulatory requirements, PFMEA ensures that processes meet safety and quality standards.
By using PFMEA in these scenarios, organizations can proactively manage risks, enhance process reliability, and maintain high standards of quality and safety.
Industries that Commonly Use PFMEA
PFMEA is widely used across various industries where process reliability and product quality are critical. Here are some industries that commonly implement PFMEA:
- Automotive Industry:
- PFMEA is used extensively to ensure the reliability and safety of automotive manufacturing processes. From assembly lines to component manufacturing, PFMEA helps identify and mitigate risks that could lead to defects or failures in vehicles.
- Common Application: Automotive manufacturers use PFMEA to analyze processes such as engine assembly, paint application, and welding, ensuring high-quality and defect-free production.
- PFMEA is used extensively to ensure the reliability and safety of automotive manufacturing processes. From assembly lines to component manufacturing, PFMEA helps identify and mitigate risks that could lead to defects or failures in vehicles.
- Aerospace Industry:
- The aerospace industry relies on PFMEA to maintain stringent quality and safety standards in the production of aircraft components and systems. PFMEA helps identify potential process failures that could compromise the performance and safety of aircraft.
- Common Application: Aerospace manufacturers use PFMEA to analyze processes such as turbine blade manufacturing, composite material fabrication, and avionics assembly, ensuring that each process step meets the highest standards.
- The aerospace industry relies on PFMEA to maintain stringent quality and safety standards in the production of aircraft components and systems. PFMEA helps identify potential process failures that could compromise the performance and safety of aircraft.
- Pharmaceutical Industry:
- PFMEA is critical in the pharmaceutical industry to ensure the consistency and quality of drug manufacturing processes. It helps identify and control risks that could affect the efficacy and safety of pharmaceutical products.
- Common Application: Pharmaceutical companies use PFMEA to analyze processes such as tablet compression, sterile filling, and packaging, ensuring that each step adheres to strict regulatory requirements and quality standards.
- PFMEA is critical in the pharmaceutical industry to ensure the consistency and quality of drug manufacturing processes. It helps identify and control risks that could affect the efficacy and safety of pharmaceutical products.
- Electronics Industry:
- The electronics industry uses PFMEA to enhance the reliability and quality of manufacturing processes for electronic components and devices. PFMEA helps identify potential process failures that could impact product performance and durability.
- Common Application: Electronics manufacturers use PFMEA to analyze processes such as PCB assembly, soldering, and testing, ensuring high-quality and reliable electronic products.
- The electronics industry uses PFMEA to enhance the reliability and quality of manufacturing processes for electronic components and devices. PFMEA helps identify potential process failures that could impact product performance and durability.
- Food and Beverage Industry:
- PFMEA is used in the food and beverage industry to ensure the safety and quality of production processes. It helps identify potential hazards and implement controls to prevent contamination and ensure product consistency.
- Common Application: Food and beverage companies use PFMEA to analyze processes such as mixing, cooking, and packaging, ensuring that each step meets food safety standards and quality requirements.
- PFMEA is used in the food and beverage industry to ensure the safety and quality of production processes. It helps identify potential hazards and implement controls to prevent contamination and ensure product consistency.
PFMEA Example
To understand the PFMEA process, consider the following example of a PFMEA in a manufacturing plant:
A manufacturing team performs a thorough review of a specific process on the production line. During the review, they discover a potential failure: There is a risk that a specific chemical needed for production may run out. If that happens, production would come to a grinding halt.
The importance of having the required amount of this chemical is very high, and the team decides to rank its severity as a 10. Due to the short shelf life of the chemical, this shortage has occurred several times over the past few years, so the team ranks the occurrence at a 5. Detection can be challenging because having the chemical on hand doesn’t necessarily mean that it’s usable, so the team ranks that at a 6, resulting in an RPN of 300.
Together, the team analyzes the needs of the company, the shelf life of the chemical, and the difficulties of acquiring it, and determines that they can successfully predict the volume of chemical they need to order on a weekly basis. Then, the team can create automated ordering, better inventory management, or other processes to ensure they will never be short of this critical chemical.
Benefits of PFMEA
By performing a PFMEA, manufacturers can identify current or potential process issues. The benefits of performing a PFMEA can include reduced downtime, increased outputs, increased reliability, improved customer satisfaction, and improved employee safety. A PFMEA is most successful when failures are identified and then prevented or reduced through new procedures, policies, or other steps that reduce the likelihood of occurrence. A PFMEA should be continually used and improved or updated when needed. As your team continues making process improvements, you should see a reduced impact from failures across the manufacturing floor, including decreased downtime and quality improvements.
Let’s take a closer look at the major benefits of running a Process Failure Modes Effects Analysis:
Enhanced Process Reliability: PFMEA helps identify and address potential process failures, reducing the likelihood of unexpected breakdowns and disruptions. Running PFMEA ensures smooth and consistent operations, minimizing downtime and production delays.
Improved Product Quality: By identifying failure modes that could impact product quality, PFMEA helps implement corrective actions to prevent defects. PFMEA leads to high-quality products that meet customer expectations and regulatory standards.
Cost Savings: Proactively addressing potential failures through PFMEA can prevent costly rework, scrap, and warranty claims, reducing overall production costs and increasing profitability.
Risk Mitigation: PFMEA systematically identifies and prioritizes risks, allowing organizations to implement effective controls and mitigation strategies. This minimizes the impact of process failures on operations and product quality.
Compliance with Standards: PFMEA helps ensure compliance with industry standards and regulatory requirements by identifying and addressing potential process risks – avoiding fines, legal issues, and reputational damage associated with non-compliance.
Improved Communication and Collaboration: PFMEA involves cross-functional teams, fostering collaboration and communication across different departments. This enhances problem-solving capabilities and ensures that all perspectives are considered in the analysis.
Continuous Improvement: PFMEA promotes a culture of continuous improvement by regularly reviewing and updating the analysis based on process changes and new information, which keeps processes optimized and responsive to evolving business needs.
Customer Satisfaction: By ensuring high-quality products and reliable processes, PFMEA contributes to increased customer satisfaction and loyalty. A strong reputation for quality and reliability leads to repeat business and positive word-of-mouth.
A computerized maintenance management system, or CMMS, can help your team manage these improvements by providing maintenance scheduling, inventory management, and workflows, and giving your team the tools they need to improve processes across your plant. To learn more about CMMS solutions, read our blog post or try a free demo of the award-winning eMaint CMMS.
How to Run PFMEA: A Step-by-Step Guide
While a process failure mode analysis is a thorough process, there are just a few steps you need to take to complete it. Here’s how to conduct a PFMEA in eight stages:
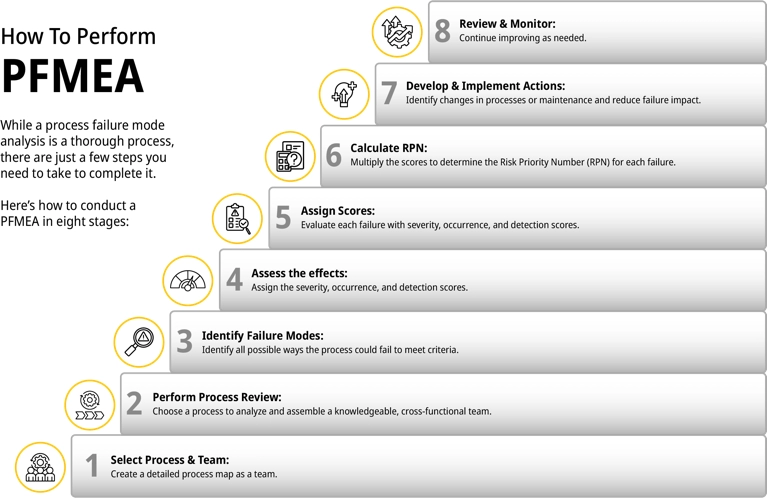
Step 1: Choose a Process & Assemble a Cross-Functional Team. Select a process to analyze, and with it, a cross-functional team of people involved in that process. The team members should be knowledgeable enough to give insightful input. They should have access to historical data and hands-on experience that can assist in completing the PFMEA.
Step 2: Map out the process in question. As a team, perform a process review by completing a detailed process map.
Step 3: Identify potential failure modes. For each process step, identify all possible ways the process could fail to meet specifications or performance criteria.
Step 4: Assess the effects of failures. Assign the severity, occurrence, and detection scores to each failure identified.
Step 5: Assign severity, occurrence, and detection ratings. Rate each failure mode based on its severity (impact), occurrence (likelihood), and detection (ability to detect before it reaches the customer).
Step 6: Calculate Risk Priority Number (RPN). Calculate the RPN by multiplying the severity, occurrence, and detection ratings.
Step 7: Develop and implement corrective actions. Together, identify changes in processes, employee education, maintenance, or other areas that help address and reduce the likelihood and/or impact of the failures discovered.
Step 8: Review and monitor. Continue iterating and improving as needed.
By following these steps, organizations can effectively implement PFMEA to identify and mitigate risks in their processes, enhancing overall reliability and quality.